9. Виды стежков и строчек
По способу выполнения стежки (рис. 99) подразделяют на машинные и ручные. Машинные стежки по виду переплетения делят на челночные и цепные. Ручные стежки подразделяют на прямые, косые, фигурные (крестообразные), петлеобразные, петельные. Эти стежки образуют строчки постоянного крепления: прямые сметочные, косые стегальные, обметочные, подшивочные, фигурные (крестообразные), разметочные, стачные, вспушные.
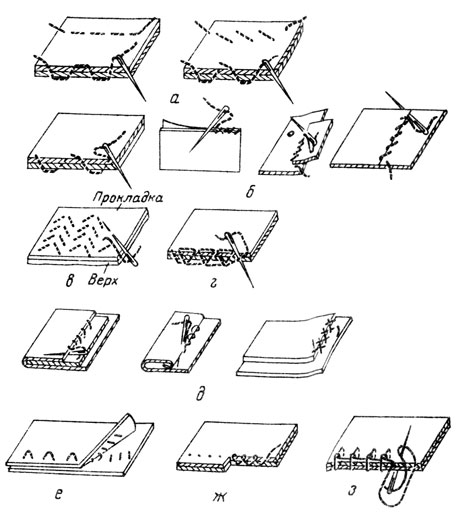
Рис. 99. Различные ручные стежки и строчки: а - сметочные прямые и косые; б - обметочные для срезов при соединении меховых деталей накладным швом и встык; в - стегальные; г - стачные; д - подшивные для открытых и закрытых срезов ткани и крестообразные; е - копировальные; ж - вспушные; з - петельные
Машинные строчки подразделяют на соединительные, соединительно-отделочные и отделочные. Соединительные строчки применяют при сострачивании деталей из меха (скроев головных уборов), при изготовлении суконных и кожаных головок и др.
В зависимости от выполнения технологических операций при изготовлении головных уборов машинные соединительные строчки называют согласно ГОСТ 12807-79: стачными (например, при соединении клиньев суконной или кожаной головки, деталей подкладки и т. д.), расстрочным сшитых машинные строчки, проложенные с лицевой стороны сшитых деталей кожаной головки по обе стороны от стачного шва), настрочной шов с открытым срезом (например, при изготовлении шапок-ушанок из велюра) и т. д.
Машинные операции по выполнению указанных строчек называют стачиванием, расстрочкой, соединением донышка со стенкой, выстрачиванием деталей при изготовлении утепляющей подкладки и т. д.
Машинные строчки по виду переплетения делят на челночные и цепные.
Челночные строчки образуются двумя нитками, например на швейных машинах 1022 кл., 97. и др., а цепные строчки - одной ниткой, например на швейных машинах 10-кл., 141-40 кл., 141-30 кл. фирмы "Штробель" (рис. 100).
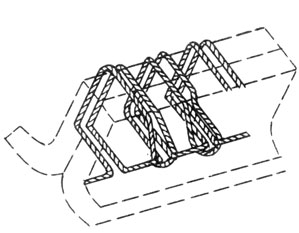
Рис. 100. Скорняжный шов (строчка однониточная с цепным пере плетением)
Челночная двухниточная строчка плотно скрепляет детали изделия, она почти не растягивается и не распускается. Такую строчку применяют для постоянного скрепления деталей изделия, а также для выстегивания частых строчек по всей площади деталей. Выполняют такую строчку на универсальных челночных швейных машинах 1022 кл., 852-3 кл. и др. Для выстегивания частых строчек также используют специальные многоигольные швейные машины фирмы "Мека" (Италия).
Скорняжная машина создает однониточный цепной обметочный стежок. Шов получается прочным, эластичным и мягким. Скорняжный шов, образующийся при сшивании меховых деталей головных уборов, подробно рассмотрен в предыдущих главах.
Качество швов челночного переплетения при производстве головных уборов должно отвечать требованиям единой технологии изготовления меховых изделий.
Строчка должна быть ровной, без искривлений и пропусков, с равномерным натяжением нитки. Строчка считается нормальной, если натяжение верхней и нижней ниток одинаково, а их переплетение находится между слоями сшиваемых деталей. Нитки должны быть хорошо и правильно утянуты. Если верхняя и нижняя нитки слабо натянуты, то строчка будет петлистой как с лицевой, так и с изнаночной стороны.
При чрезмерно натянутой верхней и нижней нитке стежки с наружной стороны почти не выделяются, шов получается стянутым и легко разрывается.
Ширина шва зависит от видов обрабатываемых деталей изделия, применяемых материалов и видов швов (стачных, расстрочных и др.). Например, при стачивании суконной головки (соединении клиньев шапки-ушанки) ширина шва должна быть 0,5-0,6 см с каждой стороны, а при стачивании клиньев кожаной головки - лишь 0,2 см.
Концы всех строчек при сшивании головки должны быть закреплены двойной обратной строчкой на расстоянии 0,7-1 см от среза скроя. Частота строчки при этом должна быть 4-5 стежков на 1 см длины шва.
Номера ниток должны соответствовать толщине тканей и других материалов, а их цвет должен гармонировать с цветом применяемых материалов.
В головном уборе скорняжные швы в основном находятся на изнаночной стороне изделия, за исключением шва, образующегося при обработке отверстия, через которое производят выворачивание головного убора. Этот шов должен быть тонким, высотой 0,15-0,2 см, частота стежков 4-5 на 1 см длины шва. Если отверстие оставлялось для выворачивания под козырьком, то высота шва, которым зашито отверстие, должна быть 0,3-0,4 см. Частота стежков 3-4 на 1 см длины шва.
Подробно о применяемых на каждой операции строчках рассказано при описании сборки мужских, женских, подростковых и детских головных уборов.
Для улучшения качества изделий все швы и отделочные строчки целесообразно выполнять с помощью направляющих линеек (планок). Эти линейки имеют самую разнообразную конструкцию в зависимости от выполняемой операции. При выполнении швов их прикрепляют к лапке швейной машины, а более широкие - непосредственно к крышке стола (рядом с лапкой). Линейки могут быть откидными. Применяют также специальные линейки для пришивания тесьмы.
При сострачивании деталей изделий из натуральной и искусственной кожи взамен лапки используют ролики, уменьшающие трение материала.
При изготовлении головных уборов применяют также и другие приспособления малой механизации.
Качество шва, образуемого скорняжной машиной, должно соответствовать требованиям технологии изготовления меховых скроев и сборки головных уборов.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"