4. Цельномеховые головные уборы с рельефами
Во втором разделе гл. III изложена сущность нового способа изготовления цельномеховых головных уборов с применением электроформы, имеющей рельефы. Электроформа состоит из четырех обогревательных секторов и механизмов раздвижения (рис. 114).
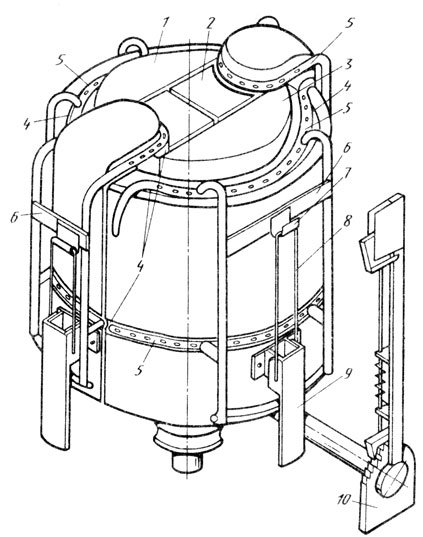
Рис. 114. Электроформа с рельефами, применяемая для изготовления ложных шапок-ушанок: 1 - накладка для назатыльника; 2 - накладка для наушников; 3 - накладка для ко зырька; 4 - канавки для образования рельефов; 5 - перфорированные прутки, используемые для образования рельефов; 6 - рамки; 7 - крючок; 8 - петля; 9 - защелки, создающие давление на рамку и перфорированные прутки; 10 - приспособление для раздвигания секторов электроформы
Головные уборы, изготовляемые клеевым методом формования на специальных электроформах, имеют повышенную устойчивость, высокое качество и красивый внешний вид.
Трудоемкость изготовления таких головных уборов значительно меньше трудоемкости изготовления шапок-ушанок.
Конструкция электроформы и технология изготовления головных уборов методом формования разработаны в московском производственном меховом объединении "Труд".
Выкроенную и сшитую по лекалам специальной конструкции меховую головку вместе с предварительно изготовленной прокладочной головкой из воротничковой ткани формуют с применением влажно-тепловой обработки на электроформе с рельефами. В результате головной убор приобретает ту форму, которая была придана головке электроформой при ее конструировании.
Рассмотрим новый способ изготовления головных уборов ложная шапка-ушанка (рис. 115) из длинноволосых шкурок кролика с применением электроформ с рельефами.

Рис. 115. Женский головной убор ложная шапка- ушанка из шкурок норки
Комплектование деталей. В комплект деталей головного убора входят: прокладочная головка из воротничковой ткани, полоска из бортовой парусины, налобник из искусственной кожи и тулья.
Изготовление прокладочной головки. На швейной машине 1022 кл. сострачивают детали, предварительно выкроенные из воротничковой ткани. Наушники, выкроенные вместе по одному целевому лекалу, пришивают к передней и затылочной частям прокладочной головки.
Все детали прокладочной головки по форме и по площади должны совпадать с деталями меховой головки. Мелом размечают лобовую и затылочную части головки посередине их нижнего борта.
Изготовление утепляющей подкладки. Подкладку изготовляют из саржи с одним слоем ватина, не строчат.
Пришивание льняной прокладочной ткани. Долевую полоску шириной 30 мм пришивают к нижнему борту меховой головки.
Пришивание налобника. Налобник пришивают к нижнему борту шапки. Его изготовляют из искусственной кожи в виде ремня шириной 50 мм; нижний борт налобника обрабатывают зигзагообразным швом.
Влажно-тепловая обработка, формование и правка. Прокладочную головку из воротничковой ткани погружают в воду на 1-2 мин, затем отжимают и плотно надевают на электроформу. Сверху накладывают и прижимают к головке металлические прижимы, охватывающие все рельефы головки, и электроформу раздвигают. После высыхания головки прижимы снимают, а линии рельефов промазывают клеем. Электроформу при этом слегка сдвигают и на подкладочную головку надевают слегка увлажненную меховую головку. Предварительно кожевую ткань головки увлажняют водой при температуре 20-25 °С.
Для того чтобы рельефы получились отчетливыми, их предварительно проминают с помощью деревянной лопаточки. Затем на меховую головку (на те же рельефы) вновь накладывают прижимы, и электроформу раздвигают до полной расправки головки.
Температура нагревания электроформы 60 °С. Время выдержки не более 30 мин.
После этого головку снимают с электроформы и охлаждают.
Последующие операции производят в полном соответствии с единой технологией изготовления головных уборов (вкладывание внутрь головки, тульи и ее прикрепление на машине 1022 кл., дополнительная правка на электроформе и др).
Качество скорняжно-пошивочных работ контролируют по ГОСТ 10325-79.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"