3.3. Резание с подачей материала на подвижной нож
Резание материалов, обладающих относительно малой жесткостью (натуральная и искусственная кожи, ткани для верха обуви и др.), осуществляют на машинах с подвижным ножом. К таким машинам относятся раскройные с ленточными (рис. 3.16, а), пластинчатыми (рис. 3.16, б) и дисковыми (рис. 3.16, в) ножами.
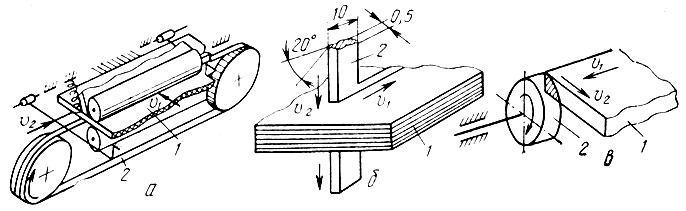
Рис. 3.16. Схемы резания материала (1) подвижным ножом (2)
Машины с ленточными ножами для выкраивания деталей устанавливают стационарно. Машины с пластинчатыми и дисковыми ножами являются передвижными и используются при разрезании настилов и выполнении некоторых вспомогательных операций.
Резание материалов 1 движущимся ножом 2 относится к пилящему резанию, которое позволяет получить чистый срез при высоких скоростях подачи материала на нож и небольших усилиях резания. Это объясняется тем, что рабочий угол резания меньше конструктивного угла заострения ножа.
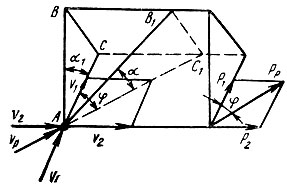
Рис. 3.17. Схема определения рабочего угла резания α
При подаче материала на нож со скоростью v1 и движении ножа со скоростью v2 за время Δt точка А материала переместится относительно ножа в точку В1 (рис. 3.17).
В этом случае tg α1 = ВС/АС и tg α = B1C1/AC1; ВС = B1С1; tg α = tg α1 cos φ, т. е. с увеличением угла φ уменьшается угол резания α при постоянной скорости подачи изделия v1 и скорости ножа v2.
Обозначим отношение v2/v1 = K. Тогда 
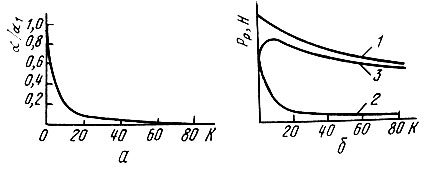
Рис. 3.18. Кривые, характеризующие влияние соотношения скоростей резания на рабочий угол (а) и силу резания (б): 1 - Рр; 2 - Р,; 3 - Р2
Из уравнения видно, что чем больше скорость движения ножа по отношению к скорости подачи, тем меньше угол резания α. Наибольшее изменение угла резания наблюдается при K<20 (рис. 3.18, а).
Оптимальный угол α подбирают в зависимости от требуемой чистоты резания материала. Если увеличить скорость движения ножа v2, то без ухудшения качества обработки можно увеличить также и скорость подачи v1, что увеличит производительность машины.
Результирующая сила резания РР совпадает с направлением скорости резания vP, и она будет уменьшаться с увеличением K, так как уменьшается угол резания α (рис. 3.18, б).
Составляющие результирующей силы резания

Подставив значение tg α, находим
При увеличении К сила P1 уменьшается интенсивнее уменьшения α, а сила Р2 сначала увеличивается, а затем уменьшается.
Таким образом, при резании материала с подачей на подвижной нож сила резания по сравнению с силой резания неподвижным ножом уменьшается и изменяется ее направление: оно становится почти перпендикулярным направлению подачи материала, поэтому исчезают силы, изгибающие материал при подаче. Силы резания действуют на небольшой участок разрезаемого материала, соприкасающийся с лезвием ножа. При большой скорости приложения нагрузки указанный слой материала начинает работать как упругое тело, что присуще высокополимерным материалам.
Даже отлично заточенные ножи имеют на лезвиях неровности и заусенцы, которые при движении ножа по материалу действуют как зубья пилы, разрывая отдельные волокна в местах их соприкосновения с режущими кромками. Поэтому на машинах с подачей на подвижной нож можно резать материалы относительно малой жесткости. Ленточная машина РЛ-1 имеет стол, на который помещают материал и подводят его вручную к ленточному ножу. Бесконечный ленточный нож изготовляют из полосовой стали У8А толщиной 0,5 мм и шириной 10 мм, сваривая концы или спаивая их медью. Угол заострения ножа 20°, скорость движения ножа v2 = 20 м/с.
Тогда при скорости подачи v1 = 0,20 м/с отношение v2:v1 = К = 100.
Машина для двоения деталей из юфти и кож хромового дубления имеет бесконечный ленточный нож толщиной 0,8 мм и шириной 60 мм. Угол заострения ножа 14°, скорость движения ножа v2 = 3 м/с.
При скорости подачи 0,12-0,14 м/с отношение v2:v1≈21 ... 25.
Машины 04211/Р6, 01146/Р5 для спускания краев деталей верха имеют чашеобразный нож. Окружная скорость ножа на машинах легкого типа v2 = 15 ... 22 м/с. При скорости подачи v1 = 0,7 ... 1,7 м/с отношение v2:v1 = 25 ... 30.
0
Окружная скорость ножа на машинах тяжелого типа v2 = 6 ... 8 м/с. При скорости подачи v1 = 1 м/с отношение v2:v1 = 6 ... 8.
Для обеспечения безопасной работы на машине с подвижным ножом не разрешается снимать ограждения и приводные ремни во время работы, чистить, ремонтировать, налаживать и регулировать машину на ходу.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"