5.4. Обтяжно-затяжный метод формования заготовок верха обуви
Процесс формования заготовок верха обуви обтяжно-затяжным методом состоит из следующих групп операций: подготовительных, формования растяжением и фиксации формы.
Формование растяжением заготовок верха обуви включает обтяжку и затяжку.
Разработкой и изготовлением оборудования для обтяжки и затяжки заготовок обуви занимаются многие страны. К настоящему времени имеется большой ассортимент машин, агрегатов и полуавтоматов, позволяющих проводить процесс формования верха различных видов обуви. При применении разного по действию и приложению сил со стороны исполнительных инструментов оборудования на материал заготовки верха в последнем возникают различные по величине, виду и характеру распределения деформации, которые необходимо учесть при конструировании заготовок верха обуви.
Обтяжка заготовок верха обуви. Операция заключается в обтягивании заготовкой верха колодки и прикреплении ее к стельке в носочной части в трех местах обувными гвоздями. Клещами обтяжной машины производят основное растяжение заготовки верха в продольном и поперечном направлениях.
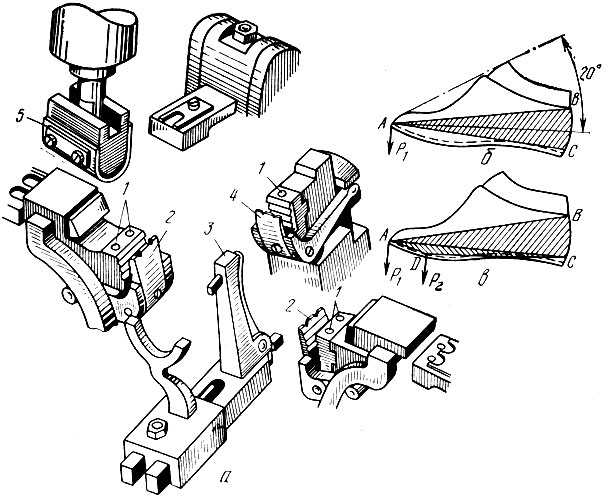
Рис. 5.10. Исполнительные органы обтяжной машины (а) и области распределения деформации при обтяжке заготовки верха обуви средними (б) и боковыми (в) клещами
Обтяжка заготовки верха выполняется на обтяжной машине горизонтального типа марок ОМ-4М, ОМ-5, ОМ-6. Колодку с заготовкой верха устанавливают на нижнем упоре 3 (рис. 5.10, а) машины. При первом и втором включениях машины материал заготовки верха растягивается последовательно средними 4, а затем средними и боковыми 2 клещами. При третьем включении клещами загибают затяжную кромку заготовки верха на след колодки, а носочный упор 5 прижимает колодку к нижнему упору 3, после этого заготовка верха прикрепляется к стельке пятью гвоздями, забиваемыми молотками 1.
При натяжении средними клещами деформация распределяется не по всей заготовке верха, а в пределах треугольника ABC (рис. 5.10, б), вершиной которого является носок, а основанием - задний шов. Линия наибольшей деформации проходит в центре треугольника ABC под углом 15-20° к касательной гребня и носочной части колодки. Деформация уменьшается от носочной части к пяточной.
При натяжении боковыми клещами наряду с поперечным растяжением заготовка верха дополнительно деформируется в продольном направлении по треугольнику ADC (рис. 5.10, в). Однако эта деформация выражена в значительно меньшей степени как по величине, так и по площади, особенно в пяточной части заготовки верха, по сравнению с деформацией от действия средних клещей. При средней продольной и поперечной деформациях 5-9 % участки заготовки верха деформируются по-разному. Так, пяточная часть заготовки верха обуви в продольном направлении растягивается на 3-6%, союзка - на 5-12, носок - на 10-30%. Деформация затяжной кромки заготовки верха больше, чем носка.
Формовочные свойства можно изменить, заменив один из материалов, входящих в заготовку верха. Для обеспечения процесса формования и для придания заготовке верха нужной формы материалы должны обладать достаточной растяжимостью. Между относительным удлинением ε заготовки верха обуви в продольном направлении и силой натяжения Р ее средними клещами машины имеется зависимость
где Аз - коэффициент удлинения заготовки верха обуви.
Коэффициент удлинения Аз зависит от механических свойств материалов, вида и конструкции заготовки.
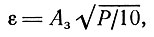
Деформация заготовки верха обуви изменяется, в зависимости от формы заднего шва (рис. 5.11) и расположения линии перегиба союзки. В туфлях III размер верхней части несколько уменьшают и дают припуск к нижней части задинки. Это уменьшает факел деформации. При растяжении сначала натягивается верхний кант, а затем пяточная часть заготовки. В заготовках верха туфель факел увеличивается при возрастании деформации.
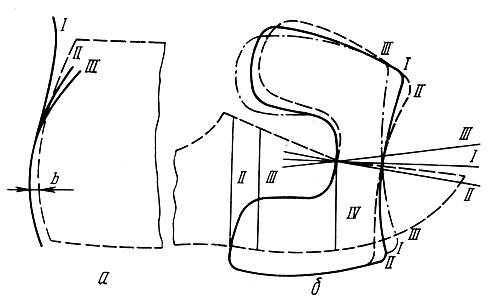
Рис. 5.11. Формы заднего шва заготовки верха обуви (а) и положение линии перегиба союзки (б)
Задний шов заготовок верха ботинок I, и особенно сапог I, несколько отходит от верхней части пяточной линии развертки колодки, а задний шов полуботинок II занимает промежуточное положение между задними швами туфель III и ботинок I.
В зависимости от положения союзки расположение линии наибольшей деформации и область ее распространения будут различны. Линия III-III перегиба союзки открытых туфель несколько приподнята над разверткой. Очевидно, что при такой конструкции наибольшие деформации при растяжении получают средняя часть союзки и верхняя часть берцев. Если линия перегиба союзки полуботинок II-II расположена ниже верхней линии носочной части развертки, наиболее сильно деформируется нижняя часть берцев. Линия перегиба союзок ботинок и полуботинок проходит по касательной к выпуклости развертки в носке.
При построении развертки по жесткой оболочке линия перегиба союзки определяется разведением ее крыльев, т. е. углом между линией перегиба развертки и геодезической линией боковой поверхности колодки.
На величину деформации влияет сила трения заготовки верха обуви о колодку. Из-за сложности формы колодки на одних участках сила трения больше, на других меньше, что и отражается на деформации материала. Естественно, что сила трения увеличивается с увеличением коэффициента трения и нормального давления заготовки верха обуви на поверхность колодки. Нормальное давление зависит от тягучести верха и растяжения заготовки. Чем меньше тягучесть заготовки верха, тем больше нормальное давление на поверхность колодки при одном и том же растяжении.
Коэффициент трения тканей о дерево значительно меньше коэффициента трения кожи о дерево, поэтому сила трения заготовки верха обуви с подкладкой из ткани о колодку уменьшается и удлинение ее частей на первом этапе формования нарастает более плавно, чем при трении кожи о колодку. Это способствует увеличению разницы между растяжением пяточной и пучковой частей заготовки верха. На втором этапе формования сила трения значительно увеличивается, так как при этом заготовка верха дополнительно растягивается в продольном и поперечном направлениях.
Давление заготовки верха на колодку резко возрастает, а ее деформация уменьшается.
Рис. 5.12. Схемы приложения сил при обтяжке за-готовки верха обуви
Клещи обтяжной машины перемещаются в направлении, близком к нормальному относительно поверхности стельки (рис. 5.12, а). При этом создается большое трение заготовки верха о колодку. Если бы клещи перемещались под большим углом к поверхности стельки и заготовка верха обуви почти не касалась передней части колодки, можно было бы равномернее растянуть заготовку и создать необходимое натяжение при меньшем напряжении (рис. 5.12, б).
На качество обтяжки заготовки верха значительно влияет скорость растяжения материала. С ее увеличением скорость нарастания напряжения материала увеличивается, так как не успевает проявиться релаксация.
Следовательно, увеличение скорости растяжения материалов уменьшает их деформацию при одинаковых нагрузках. Однако на первом этапе, когда заготовка верха в основном распрямляется, может быть выбрана максимально возможная скорость перемещения клещей.
На деформацию заготовки верха влияет и настройка механизма клещей машины. Создавая кинематику механизма клещей обтяжной машины, конструкторы стремились максимально подражать движениям руки рабочего, обтягивающего заготовку верха вручную.
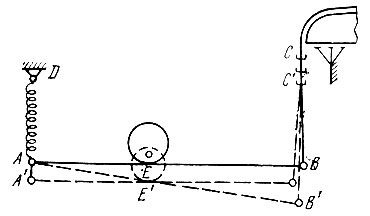
Рис. 5.13. Схема механизма клещей обтяжной машины
Механизм клещей обтяжных машин сложен. Рассмотрим упрощенную схему механизма клещей (рис. 5.13). Весь кинематический механизм заменен горизонтальным рычагом АВ и тягой ВС. Натяжение заготовки верха регулируется пружиной AD. Эксцентрик, вращаясь, опускает рычаг АВ. Так как эксцентриситет постоянен, рычаг АВ будет опускаться в точке Е на одну и ту же величину. При этом правый конец рычага опускается на величину, зависящую от тягучести заготовки верха, захваченной клещами в точке С, и усилия предварительного растяжения пружины. Если жесткость пружины велика, а сопротивление материала заготовки верха растяжению относительно мало, левый конец А рычага останется на месте, а конец В опустится и займет положение В'. Вместе с рычагом опустятся тяга и клещи С на величину ВВ', т. е. на эту величину будет растянута заготовка верха. Если же сопротивление материала велико, то рычаг при повороте эксцентрика опустится в результате растяжения заготовки верха и пружины. Пружина растянется на величину АА', а заготовка верха - на величину ВВ'. Очевидно, при нижнем положении эксцентрика моменты сил на правом и левом концах рычага будут равны.
Таким образом, зная ход клещей и силу формования, можно, предварительно натянув пружину, настроить машину так, что она будет растягивать заготовку верха на необходимую величину.
Обтяжные машины имеют регулировки, позволяющие изменять натяжение пружины и ход клещей. Настройка механизма клещей обтяжной машины довольно сложная, поэтому они часто работают не полуавтоматически, а с применением мускульной силы рабочего. Материал заготовки верха в этом случае растягивают с помощью ножных педалей.
Затяжка заготовки верха обуви. Выполняется для окончательного формования заготовки верха на колодке и фиксации ее положения путем прикрепления затяжной кромки к стельке по всему периметру обувными гвоздями, скобками или клеем. По виду исполнительного инструмента машин различают затяжку клещами, пластинами и роликами. Клещи, пластины или ролики затяжных машин захватывают затяжную кромку и растягивают материал по нормали к ребру колодки. Область распространения деформации из-за большого трения материала о колодку незначительна. Даже при большой силе клещей заготовку верха удается немного растянуть только в носочной части. Поэтому, кроме носочной части, заготовка верха при затяжке ни в продольном, ни в поперечном направлениях дополнительно не растягивается. Растягивается в основном лишь затяжная кромка заготовки верха.
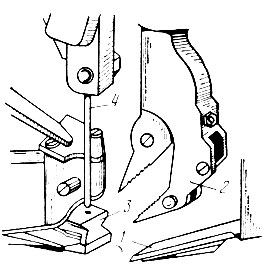
Рис. 5.14. Схема исполнительных органов затяжной машины
При затяжке заготовки верха на машинах ЗВ-2-О, ЗВ-3-О клещами боковую поверхность колодки с заготовкой верха вручную прижимают к боковому упору 3 (рис. 5.14), а стельку - к стелечному упору 1. Клещи 2 захватывают край заготовки верха, перемещают ее вверх, растягивают материал, перегибают его через грань колодки. Патрон надвигается на след колодки, прижимает затяжную кромку к стельке и, скользя по краю заготовки верха, дополнительно формует ее силой трения. После этого молоток 4 забивает гвоздь, который проходит через затяжную кромку заготовки верха, стельку и загибается на ее лицевую поверхность. Затяжная кромка может быть прикреплена по всему периметру скобками на машинах 02074/Р2, а при затяжке бочков обуви рантового метода крепления - на машине 02087/Р1 скобками к губе рантовой стельки.
Для равномерного растяжения края заготовки верха нужно, чтобы клещи захватывали материал последовательно на расстоянии 15-18 мм. Но так как на некоторых участках заготовки верха забивается большое число крепителей для правильного расположения складок, число захватов определяется именно этим.
Для предохранения материала заготовки верха от разрыва рабочие движения клещам передаются через пружины, что является особенностью механизма клещей.
Клещи могут двигаться вниз и вверх, закрываться и открываться, перемещаться вперед и назад, качаться вправо и влево, поворачиваться вокруг продольной оси. Два последних движения можно включать, выключать и переключать вправо или влево. Затяжка бочков заготовки верха производится первыми тремя движениями клещей.
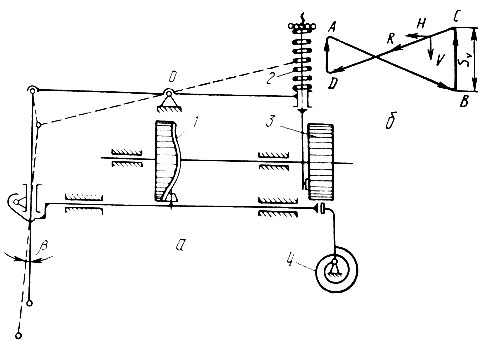
Рис. 5.15. Схема механизма (а) и траектории (б) клещей затяжной машины: 1, 3 - эксцентрики; 2, 4 - пружины
Рассмотрим процесс затяжки заготовки верха обуви (рис. 5.15). Кинематические цепи сообщают клещам три первых движения. Клещи, опускаясь из точки А в точку В, захватывают затяжную кромку заготовки верха. Клещи перемещаются из точки В в точку С, вытягивают заготовку. Подъем клещей Sv и растяжение заготовки верха зависят от физико-механических свойств материала, жесткости и сжатия пружины 2, а также от расстояния, определяемого не только припуском на затяжную кромку, но и установкой изделия. От точки С клещи перемещаются вперед и вниз, в точку D, перегибая край заготовки через грань стельки. В точке D клещи открываются и на участке DA возвращаются в исходное положение.
Чтобы напряжение заготовки верха не изменялось при движении клещей по траектории  где R - равнодействующая сила.
где R - равнодействующая сила.
Чтобы формование материала было наилучшим, а нагрузка на руки рабочего меньшей, сила V должна быть больше H. Наличие пружин 4 и 2 в механизме клещей, предварительную зарядку которых можно регулировать, дает возможность устанавливать силу натяжения материала в зависимости от его свойства и затягивать заготовку верха без повреждений.
Лучшее формование носочной и пяточной частей по стелечному ребру получается при затяжке пластинами. Растяжение материала по нормали к ребру при этом несколько уменьшается по сравнению с растяжением клещами, в поперечном же направлении материал слегка упрессовывается. Кроме того, формование пластинами производительнее, чем формование клещами.
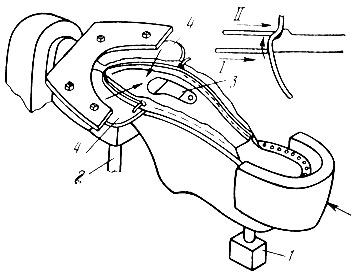
Рис. 5.16. Схема затяжки носочной части заготовки верха обуви пластинами
Для затяжки носочной части заготовки верха обуви пластинами применяют машины 02097/Р5 и др. Обрабатываемую полупару обуви устанавливают на штуцер 1 и носочный упор 2 (рис. 5.16) следом вверх и закрепляют стелечным прижимом 3. Формование производится путем двойного воздействия пластин 4 на материал верха. В первый момент пластины 4 прижимаются к боковой поверхности носочной части на расстоянии 5-10 мм от грани (положение I). Затем, двигаясь вверх, пластины тянут за собой материал. Дойдя до верхней грани стельки, пластины начинают перемещаться на нее. При этом движении образуется стелечное ребро и формуется затяжная кромка.
После небольшой выдержки в положении II пластины возвращаются в исходное положение. Далее цикл работы повторяется, после чего затяжную кромку закрепляют гребенками, имеющими форму носочной части обуви, или проволокой, затягивая ее в угол между губой рантовой стельки и формованной затяжной кромкой носочной части.
При соприкосновении пластин с заготовкой верха обуви создается давление на колодку. При перемещении вверх пластины должны прилегать к колодке по всему контуру во всех сечениях. В противном случае появляется местный контакт, натяжение материала неравномерно и возможно его повреждение. Когда пластины оглаживают носочную часть и след обуви, они совершают пространственное движение от механизмов с пружинами и резиновыми амортизаторами. Одним из основных факторов, обеспечивающих хорошую затяжку, является правильная установка заготовки на машине.
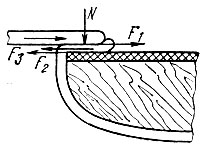
Рис. 5.17. Силы, действующие на носочную часть заготовки верха обуви при затяжке пластинами
При перемещении на стельку пластины дополнительно формуют заготовку верха силами трения их о материал. Для хорошего формования грани необходимо, чтобы (рис. 5.17)
где F1 - сила трения пластин о материал и складки; F2 - сила трения материала о стельку; F3 - сопротивление материала растяжению; N - сила давления пластин на материал; f1 - приведенный коэффициент трения пластин о материал; f2 - коэффициент трения материала о стельку.
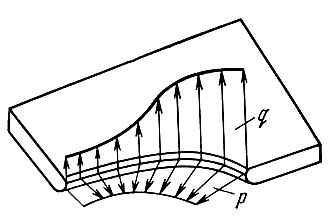
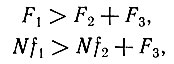
Рис. 5.18. Эпюры распределения давления q и сил растяжения р при затяжке заготовки верха обуви пластинами
Пластины оказывают неодинаковое давление на контур заготовки верха (рис. 5.18), наибольшее давление qmax испытывает ее носочная часть. Поэтому силы растяжения р по контуру заготовки верха обуви распределяются неравномерно. Неравномерность распределения сил растяжения имеет положительное значение, так как для лучшего формования материал должен получить большее удлинение в том месте, в котором требуется изъять больший его избыток.
Рис. 5.19. Схема исполнительных органов полуавтомата для затяжки пяточной части заготовки верха обуви
Пяточную часть заготовок верха обуви затягивают пластинами на полуавтоматах ЗПК-4-0, 02046/2Р, 02038/Р2. Обрабатываемую полупару обуви устанавливают следом вверх на шупер 1 (рис. 5.19) и носочный упор 2 нижней опоры. После включения полуавтомата след обуви прижимается к стелечному упору 4, пяточная часть заготовки верха обуви обжимается формой 6, колодка со стелькой опускается до уровня пластин 5, затяжная кромка заготовки верха загибается, формуется пластинами и приклеивается к стельке. При работе на полуавтоматах затяжная кромка закрепляется обувными гвоздями, забиваемыми молотками 3. Работа на полуавтоматах исключает необходимость дополнительного формования грани пяточной части заготовки верха перед последующей фиксацией формы обуви.
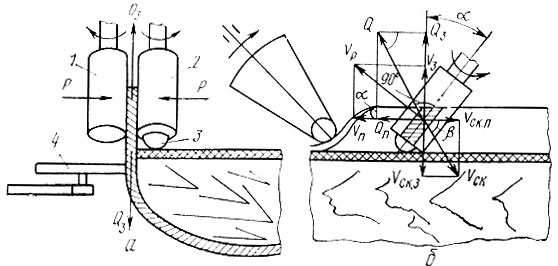
Рис. 5.20. Схема исполнительных органов машины для затяжки заготовки верха обуви роликами
Применяются также роликовые машины ЗКГ-2-О завода "Вперед". Затяжную кромку заготовки верха обуви заправляют между роликами 1 и 2 (рис. 5.20, а), вращающимися в разные стороны. Ролики могут быть цилиндрическими, коническими, гладкими, рифлеными с накатками в виде винтовой линии и др. Вращаясь, ролики растягивают материал в вертикальном направлении и одновременно транспортируют заготовку верха обуви с колодкой. Ролик 2 имеет шаровой упор 5, удерживающий колодку от перемещения вверх. Боковая поверхность колодки с заготовкой верха упирается в ролик 4. Края заготовки верха перегибаются на стельку коническими роликами, движущимися возвратно-поступательно, или колесиком с накаткой или с червяком. Конструкция таких машин проста. Работают машины без динамических нагрузок, производительность их высокая, так как процесс затяжки непрерывный, без холостых перемещений рабочих органов.
Сила трения роликов о материал (рис. 5.20, б)
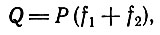
где Р - сила, с которой ролики зажимают край заготовки верха обуви; f1, f2 - приведенные коэффициенты трения роликов о материал.
Сила трения Q при наличии скольжения направлена в сторону, противоположную направлению относительной скорости трущихся тел. Ролики, вращаясь, стремятся увлечь заготовку верха обуви в направлении скорости движения роликов vP. Связи роликов с колодкой заставляют ее вместе с заготовкой верха двигаться в направлении подачи vп, а в направлении растяжения возникает скорость  з:
з:

где α - угол наклона оси роликов к плоскости следа колодки.
В процессе работы машины заготовка верха скользит в направлении подачи ск. п и в направлении растяжения ск. з. Скольжение обусловлено наличием сил сопротивления.
Скорость скольжения затяжной кромки относительно роликов

Сила транспортирования Qп и сила растяжения заготовки верха Qз соответственно равны:
где β - угол между направлениями скоростей ск. п и ск. з.
Из уравнений следует, что с увеличением Р, f1, f2 и угла β, который возрастает с увеличением угла α, сила растяжения материала возрастает.
Фирмой БУСМК (Великобритания) разработана и выпускается машина BUAL/SL, в которой применяется термопластичный клей, являющийся смазкой между материалом верха и стелькой, а также склеивающим средством. Его схватывание происходит со скоростью, равной скорости затяжки роликом, перемещающимся вдоль обуви (7,5 или 12,5 см/с). Функция ролика двусторонняя: спиральный профиль резьбы входит в зацепление с материалом верха, сообщает ему движение (12 мм за один оборот) и прижимает материал с силой 500-1700 Н (в зависимости от обрабатываемого материала). При этом материал вытягивается и формуется в области затяжной кромки. В качестве смазки роликов используют смесь спирта и воды, которая предотвращает прилипание клея к роликам, а также уравновешивает трение между материалом и роликом. Клей наносится соплами по шаблону. Количество подаваемого клея зависит от размера обуви.
Машиностроительный завод "Вперед" (Ленинград) выпускает роликовую машину марки ЗКГ-2-О для затяжки геленочной части заготовки верха обуви. Машина оснащена электронным устройством, обеспечивающим регулировку подачи клея, "существенно улучшен привод к роликам.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"