5.5. Способы формования, совмещающие операции обтяжки и затяжки заготовки верха обуви
С середины 60-х годов все большее распространение в обувной промышленности развитых стран стали получать новые методы формования заготовки верха обуви, предусматривающие одновременное проведение обтяжки и клеевой затяжки ее носочно-пучковой части. В настоящее время эти способы формования наиболее распространены как в нашей стране, так и за рубежом.
Создано принципиально новое оборудование с гидравлическим или пневматическим приводом, в котором формующим инструментом является колодка, растягивающая носочно-пучковую часть заготовки верха обуви, зажатую клещами машины. Машины различных типов имеют 5, 6, 7 и 9 клещей. В этом случае наблюдается многоосное растяжение материала заготовки верха обуви.
В обувной промышленности применяют машины ЗНК-З-О завода "Вперед", 02160/Р21 (ЧССР), фирм "Шен" (ФРГ), БУСМК (Великобритания), УСМ (США) и др.
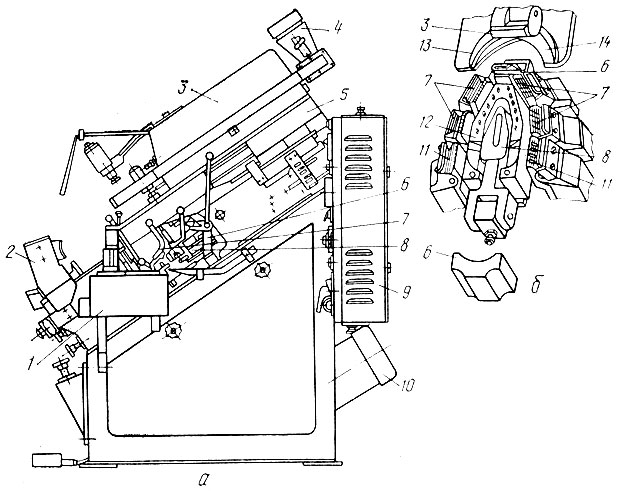
Рис. 5.21. Общий вид (а) и рабочие органы (б) машины ЗНК-3-О
Односекционная машина марки ЗНК-3-О (рис. 5.21) с плавающими клещами и гидравлическим приводом предназначена для обтяжки и затяжки носочно-пучковой части заготовок всех видов обуви с одновременным нанесением термопластичного клея на стельку.
Машина представляет собой основание, на котором смонтированы следующие механизмы и узлы: головка 5, механизмы носочных клещей 6, боковых 7 и пучковых 11 клещей, стелечного упора 8, носочного прижима 3, пяточного упора 2, клеевой бак 1 гидрооборудование 10, электрооборудование 9, вытяжной воздухопровод 4.
Принцип работы машины состоит в следующем. Колодку с заготовкой верха обуви устанавливают на стелечный упор 8 следом вниз, ее носочную часть вкладывают в раскрытые губки носочных клещей 6. Полный цикл работы машины совершается за три такта.
При первом нажатии на левую педаль носочные клещи закрываются. После контроля положения заготовки верха на колодке затяжную кромку вкладывают в раскрытые губки четырех боковых 7 и двух пучковых 11 клещей и второй раз нажимают на педаль. При этом все шесть клещей закрываются, зажимая заготовку верха, а через некоторое время стелечный упор 5 начнет перемещаться вверх, вытягивая заготовку верха. Если вытяжка заготовки верха недостаточна, то рабочий рукоятками дополнительно опускает клещи. Перекос заготовки верха на колодке устраняется также рукоятками.
Для ликвидации значительных перекосов заготовки верха обуви на колодке нажатием на коленный рычаг опускают стелечный упор. В это время клещи продолжают удерживать заготовку верха. После исправления положения заготовки верха отпускают коленный рычаг. Стелечный упор поднимается, вытягивая заготовку верха.
При третьем нажатии на педаль к колодке с заготовкой верха подходят носочный прижим 3 и пяточный упор 2, а клеенамазывающая обойма 12 перемещается к стельке. Через сопла обоймы на поверхность стельки наносится клей. Затем к ко-лодке с заготовкой верха подходят носочная обойма 13 и затяжные пластины 14. Носочная обойма прижимает заготовку верха к колодке. При движении затяжных пластин под стельку последовательно раскрываются носочные, боковые и пучковые клещи и опускается клеенамазывающая обойма. Пучковые клещи перед раскрыванием поворачиваются вокруг вертикальной оси, что улучшает расположение затяжной кромки заготовки верха на пучковой части стельки.
В конце хода затяжных пластин опускается стелечный упор, а носочный прижим прижимает затяжную кромку к пластинам. Одновременно при движении затяжных пластин подается команда на реле времени. Через определенное время выдержки все рабочие органы машины возвращаются в исходное положение.
С помощью правой педали можно возвратить рабочие органы в исходное положение в любой момент цикла.
Из клеевого бака 1 разогретый клей-расплав подается в клеенамазывающую обойму насосом по шлангу. Затяжные пластины, клеенамазывающая обойма, бачок и шланг имеют электронагреватели. Заданные температуры пластин, обоймы, бачка и шланга поддерживаются автоматически.
Аналогично работают различные машины зарубежного производства для обтяжки и затяжки носочно-пучковой части за- o готовки. Ведущими фирмами в области производства затяжных машин являются фирма "Шен" и "Менус" (ФРГ), БУСМК (Великобритания), "Черим" и "Молина Бъянки" (Италия), УСМ (США).
Наиболее интересна машина № 4-А15 фирмы БУСМК. На машине с пневматическим приводом возможна затяжка на клей-расплав обуви доппельного и рантового методов крепления. Машины 63DHL и 63DHLG фирмы "Шен" с гидравлическим приводом обеспечивают качественную клеевую затяжку носочно-пучковой части заготовок всех видов обуви. Машина 63DHLG имеет приспособление для затяжки геленочной части, что дает возможность применять ее для двухмашинной системы затяжки. Машина автоматически перестраивается для затяжки левой или правой полупары, в ней предусмотрено автоматическое нанесение клея маятниковой головкой. Машина K68SZP фирмы "Черим" затягивает обувь тяжелого типа, в том числе с металлическими подносками. Машина имеет девять плавающих клещей. Положение заготовки верха на колодке контролируется световым лучом.
Современное оборудование для выполнения обтяжно-затяжных операций должно отвечать следующим требованиям:
- обрабатывать обувь различного назначения без существенной переналадки (различных фасонов и размеров), правую и левую полупары обуви путем автоматической перестройки машины с перемещением пяточного упора и поворота механизма клещей;
- иметь высокую надежность и максимальную производительность;
- обеспечивать требуемую деформацию материалов заготовки верха, настройку усилий вытяжки клещевого механизма в зависимости от свойств материала заготовки верха, ее конструкции, фасона колодки и т. д.;
- срезать излишки затяжной кромки заготовки в пяточной части в процессе затяжки;
- производить обтяжку и затяжку на клей-расплав пучково-геленочной части заготовки верха обуви клеевого, рантового и доппельного методов крепления низа;
- иметь возможность быстрой смены клещей, регулировки скорости вытяжки клещами и скорости заглаживания затяжной кромки пластинами;
- иметь электрогидравлический привод (для обработки обуви тяжелого типа и осенне-весеннего ассортимента) и пневматический привод (для обработки особо изящных видов обуви), центрирующие устройства положения заготовки относительно колодки, а также механизмы и устройства, обеспечивающие облегчение условий труда (отсос образующихся газов и т. п.).
Количество клещей должно быть 9-11 для расширения поля затяжки.
Для увеличения и более равномерного распределения деформаций в продольном направлении при формовании на машинах для обтяжки и клеевой затяжки пяточную часть заготовки верха с задником предварительно формуют и сушат.
Пяточную часть заготовки верха с кожкартонным задником со слоем термопластичного клея обычно формуют горячими пуансонами машины, а заготовку с термопластичным задником - чаще ненагретыми пуансонами. Формование производят с продольным растяжением заготовки верха обуви клещами машины.
Предварительное формование обеспечивает четкость контура отформованной пяточной части заготовки верха, что способствует правильной ее затяжке и прикреплению каблука, упрощает обтяжку и затяжку носочно-пучковой части.
Интересна машина 02201/Р1 (ЧССР), на которой формуется пяточная часть заготовки верха под глухую затяжку и пяточная часть сандальной обуви.
Машина № 2 фирмы БУСМК обеспечивает затяжку и формование пяточной части заготовки верха на стельку. Это машина пневматического действия с двумя термоактиваторами. Узел затяжки один - для обработки правой и левой полупары. Имеются клещи для продольной вытяжки заготовки верха на колодке. На машине применяется термопластичный клей в виде прутка или гранул. Клей подается сжатым воздухом, причем наносится как на заготовку верха, так и на стельку.
Машина № 522 фирмы "Ральфе" обеспечивает предварительное формование пяточной части заготовки верха обуви с любым задником, формование и затяжку на стельку, прикрепленную к колодке, формование и прикрепление затяжной кромки к стельке. Машина однопозиционная, привод пневматический.
Метод предварительного формования пяточной части заготовок верха с применением машин (затяжка, начиная с пяточной части) исключает операцию прикрепления стелек, применение металлических пуансонов, так как затяжка производится на колодке; предусматривает использование только термопластичных задников; обеспечивает правильную посадку пяточной части заготовки верха на колодке.
Из-за продольного растяжения и фиксации пяточной части заготовки при обтяжно-затяжных операциях на современных машинах повышается деформация материала и формоустойчивость обуви, снижается расход материала. Однако при таком технологическом процессе возникает дополнительная операция и потребность в соответствующем оборудовании, что неэкономично. Поэтому предварительное формование пяточной части заготовки верха перед клеевой затяжкой вытесняется окончательным формованием и сушкой с одновременным прикреплением затяжной кромки к стельке.
Новые методы и новые материалы привели к обратной последовательности выполнения затяжных операций: сначала затягивается пяточная часть заготовки обуви, затем обтяжка и затяжка остальных ее частей.
Для формования и клеевой затяжки пяточной части заготовки верха применяют машины ЗПК-4-0 завода "Вперед", для формования и клеевой затяжки пяточно-геленочной части - машины 02184/Р1, 02184/Р2 (ЧССР), № 506 фирмы "Ральфе" (Великобритания), № 6 фирмы УСМ (США). Машина 64TG фирмы "Шен" (ФРГ) затягивает пяточную часть заготовки гвоздями, геленочную - с помощью клея.
Машина марки ЗПК-4-0 предназначена для формования и затяжки пяточной части обуви на колодке с подачей термопластичного клея. На машине обрабатывается обувь с верхом из различных кож (исключая юфть), текстильных и искусственных материалов с неформованными и полуформованными задниками из кожкартона, кожматола, тканевых и нетканых материалов с термопластичным покрытием. На машине затягивается обувь школьная, женская с каблуком высотой до 50 мм и мужская.
Машина представляет собой односекционный полуавтомат с индивидуальным гидроприводом. Выпускается в трех исполнениях:
- ЗПК-4-О - основное исполнение для формования и затяжки термопластичным клеем пяточной части заготовки верха обуви, надетой на колодку, и с затянутой на предыдущей технологической операции носочно-пучковой частью;
- ЗПК-4-О-02 - с дополнительным механизмом клещей, что позволяет затягивать пяточную часть заготовки верха обуви с незатянутым носком;
- ЗПК-4-О-04 - с механизмом клещей и термоактиватором, предназначенным для предварительного формования пяточной части заготовки верха обуви, вклеивания термопластичного задника и активации заготовки верха перед затяжкой.
Работа на машине без механизма клещей осуществляется следующим образом. Колодку с затянутой носочной частью заготовки верха надевают на штуцер штанги и нажимают на педаль. Штанга подается в рабочую зону машины, колодка устанавливается до уровня затяжных пластин, пяточная обжимная форма охватывает заготовку верха на колодке. Под затяжную кромку подается разогретый клей, и затяжные пластины загибают и укладывают затяжную кромку, прижимая ее к стельке. Производится подпрессовывание затяжной кромки, обеспечивающее схватывание клеевой пленки и формование грани следа. Машина обрабатывает правую и левую полупары в любой последовательности.
Работа на машине с механизмом клещей и термоактиватором заключается в том, что предварительно разогретую в термоактиваторе заготовку верха надевают на колодку, которую устанавливают на штуцер штанги. После первого нажима на педаль клещи захватывают носочную часть заготовки верха и вытягивают ее в продольном и вертикальном направлениях. После второго нажима на педаль машина работает аналогично.
Машины 02184/Р1 и 01284/Р2 для формования и затяжки пяточной и геленочной частей заготовки верха, односекционные. Обрабатывают заготовки верха детской, женской (с каблуком высотой до 80 мм) и мужской обуви с термопластичным и кожкартонным задником. Клей в виде гранул или прутка подается на геленочную часть заготовки двумя соплами, движущимися по шаблону. Затяжка пяточной части заготовки осуществляется пластинами, геленочной - усиленными металлическими элементами. Для термопластичных задников машины укомплектованы активатором.
На односекционной машине № 506 фирмы "Ральфе" затяжка пяточной части заготовки верха осуществляется пластинами, геленочной части - обжимными формами из эластомера, находящимися по обе стороны колодки. Подушки не требуют регулировки для обработки заготовок верха разных размеров. Их положение автоматически балансируется по левой или правой полупаре обуви. Обрабатывает детскую, мужскую и женскую обувь с каблуками любой высоты.
Машина № 6 фирмы УСМ для формования и затяжки пяточной и геленочной частей заготовки верха обуви пластинами, односекционная, с пневматическим приводом. Является основой двухмашинной системы затяжки. Затяжка на машине осуществляется после формования и затяжки носочно-пучковой части заготовки верха. Термопластичный клей на базе полиамида подается непрерывно, что обеспечивает его равномерное распределение от пяточной части до пучков. Обрабатывает детскую, мужскую и женскую обувь с каблуком высотой до 50 мм.
Машина 64TG фирмы "Шен" предназначена для затяжки заготовки верха обуви, уже затянутой в носочно-пучковой части на машине типа 63DHLG. В одном рабочем процессе затягивается пяточная и геленочная части заготовки обуви. Затяжка пяточной части производится 15-23 гвоздями в зависимости от размера обуви. Геленочная часть заготовки затягивается с помощью четырех пластин на термопластичный клей. На машине кроме всех видов повседневной обуви можно формовать и затягивать заготовки верха специальной обуви.
Таким образом, в основном затяжка заготовки в настоящее время является трехмашинной, начиная с носочной части. Причем носочно-пучковая часть почти всегда затягивается на клей-расплав, геленочная часть - различными способами в зависимости от вида, рода и фасона обуви. Так, особо изящную обувь на высоком и сверхвысоком каблуке затягивают предпочтительно на скобки или гвозди, а обувь на низком каблуке - на клей-расплав. Пяточная часть затягивается на клей-расплав или гвозди.
Однако следует подчеркнуть, что в настоящее время главным направлением в области формования и затяжки заготовки верха обуви является разработка двухмашинной системы затяжки, являющейся переходной ступенью к автоматизации этого процесса. Как указывалось выше, такие фирмы, как БУСМК, "Ральфе", "Шен", УСМ и другие, приступили к выпуску оборудования для формования и затяжки носочно-пучковой и пяточно-геленочной частей заготовки верха обуви.
Уже создано обтяжно-затяжное оборудование для автоматизированной затяжки заготовки верха обуви до пяточной части. Так, фирма БУСМК разработала и изготовила машину марки DVUZ-RA. Машина имеет клещи, механизмы пластин, роликов и пяточного упора. После обтяжки колодка с заготовкой верха откидывается назад на угол 90° и устанавливается следом вверх. В этом положении срезаются излишки затяжной кромки шлифовальным кругом, который направляется шаблоном (затяжные пластины используются в качестве упора с лицевой стороны материала).
По окончании обрезки на геленочную часть из сопел наносится клей и геленочная часть затягивается роликом. Затем методом очерчивания контура (тоже соплом) наносится клей на носочно-пучковую часть и производится ее затяжка.
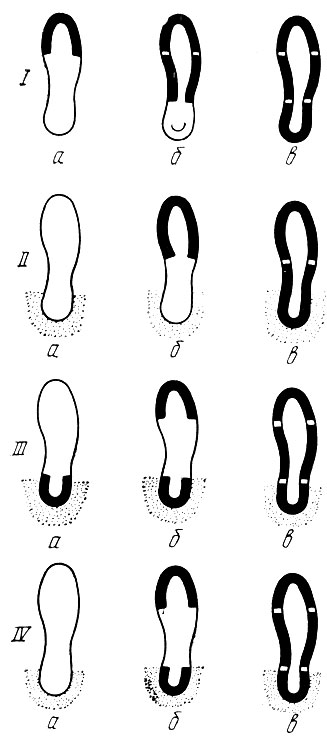
Рис. 5.22. Схемы вариантов формирования заготовок верха обуви обтяжно-затяжным методом
На базе указанных выше машин строят новую технологию формования заготовок верха обуви обтяжно-затяжным методом. Затяжку заготовки на колодке можно начинать с носочно-пучковой, пяточной, носочно-пучковой или пяточной части. При этом возможны варианты формования заготовок верха обуви (рис. 5.22). Ниже приведен перечень операций формования разных вариантов.
- I вариант: а - обтяжка и затяжка носочно-пучковой части; б - затяжка геленочной части; в - затяжка пяточной части. Затяжка заготовок верха может быть выполнена после предварительного формования пяточной части. Так как заготовка верха не прикреплена к стельке, действия рабочего при обтяжке и затяжке не ограничены.
- II вариант: а - предварительное формование пяточной части; б - обтяжка и затяжка носочно-пучковой и частично геленочной частей; в - затяжка пяточной и геленочной частей. Формование по этому варианту осуществляется на потоках с импортным оборудованием.
- III вариант: а - формование и затяжка пяточной части; б - обтяжка и затяжка носочно-пучковой части; в - затяжка геленочной части. При совмещении предварительного формования и затяжки пяточной части заготовки верха отпадают проблемы установки и удержания стельки на колодке (стелька в таком случае прикрепляется до затяжки), исключается деформация пяточной части.
- IV вариант: а - предварительное формование пяточной части; б - обтяжка и затяжка носочно-пучковой и пяточной частей; в - затяжка геленочной части.
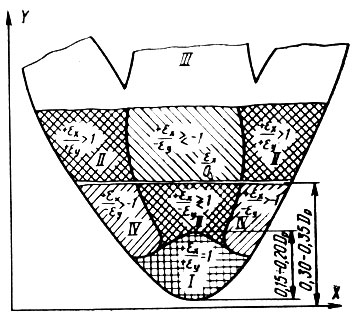
Рис. 5.23. Характер сложного напряженного состояния отформованной союзки
В отличие от традиционных методов формования верха обуви на машинах типа ОМ и ЗВ, где превалирует одноосное растяжение материала заготовки в продольном направлении, при формовании носочно-пучковой части заготовки верха на машинах типа ЗНК материал находится в сложном напряженном состоянии. При исследовании этого состояния заготовки верха обуви при непрерывном закреплении затяжной кромки в носочно-пучковой части методом фотоупругости установлено, что в конечный момент формования на поверхности союзки наблюдаются следующие варианты деформированного состояния материала (рис. 5.23): однородное симметричное двухосное растяжение (I), сложное двухосное растяжение (II), "стесненное" растяжение (III), одноосное растяжение (IV).
Зона III "стесненного" растяжения (εx>0; εy = 0) является границей двух деформированных областей I и II, при переходе которой меняется знак продольной деформации. В области I линия, соединяющая точки максимальной кривизны поперечных сечений колодки, отделяет зону одноосного растяжения IV от зоны сложного двухосного растяжения II. Эта линия, продолжаясь до точки закрепки, отделяет аналогичные зоны в деформируемой области II.
Площадь деформируемых зон зависит от жесткости материала берцев или их предварительного растяжения в продольном направлении, геометрических характеристик колодки и соотношения сил, действующих со стороны исполнительных органов машины в продольном и поперечном направлениях. При проектировании передней части заготовки верха обуви необходимо учитывать это деформированное состояние. Особый интерес представляет характер распределения деформации в поперечном направлении в области пучков и нахождение ее оптимальной величины. Именно эти факторы, по мнению В. Н. Цветкова, оказывают основное влияние на формоустойчивость обуви и экономию материала [17].
В поперечном направлении возможны три случая распределения деформаций в отформованной союзке: равномерное по контуру, большие деформации на тыльной поверхности, большие деформации на боковых поверхностях. Если обозначить максимальную деформацию на тыльной стороне εт, а на боковых сторонах через εб, то высказанное положение можно записать так:

или

Отношения этих деформаций могут служить качественной и количественной характеристикой формования заготовки верха обуви. Эти отношения в определенной степени характеризуют особенности построения заготовки верха, определенные эксплуатационные свойства обуви. При круговом характере распределения деформаций в процессе формования по поперечным сечениям заготовки верха обуви в области пучков соблюдается соотношение εт/εб = 1, при параболическом εт/εб > 1, при эллиптическом εт/εб < 1.
Показано [17], что формоустойчивая обувь должна быть отформована по эллиптическому типу.
Преобладание вытяжки боковых участков союзки препятствует смещению обуви к наружной стороне и дает возможность быстрого приформовывания обуви к стопе за счет резерва деформаций на тыльной поверхности.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"