6.2. Ниточные методы крепления деталей низа обуви
Ниточные методы крепления применяют при изготовлении повседневной, производственной и спортивной обуви на кожаной и резиновой подошвах. Подошвы к верху обуви прикрепляют на машинах однониточным швом наружного переплетения (рис. 6.7, а) или двухниточным (рис. 6.7,6) швом внутреннего переплетения.

Рис. 6.7. Виды швов
В обуви прошивного метода крепления, который относится к методам внутреннего крепления, затяжная кромка зажимается между подошвой и стелькой. В обуви рантового, сандального и доппельного методов и метода Парко строчка расположена снаружи. Подошвы скрепляют с рантом, пришитым к заготовке верха или к стельке и заготовке верха, или с заготовкой верха, затяжная кромка которой вывернута наружу (рис. 6.8). При этом строчка, проходящая по ранту или затяжной кромке верха, украшает обувь.
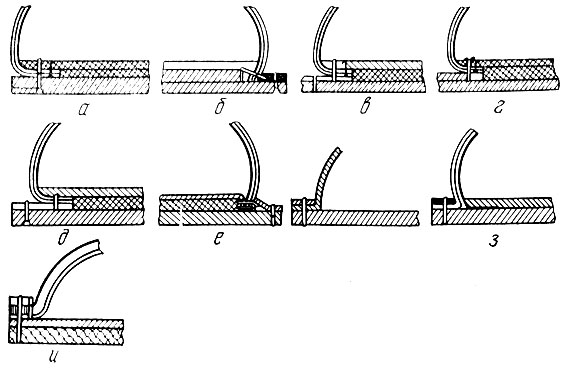
Рис. 6.8. Схемы ниточных методов крепления
Ниточные методы позволяют уменьшить число металлических крепителей и массу обуви, увеличить гибкость. Для ниточного крепления подошв с верхом обуви применяют льняные и капроновые нитки, показатели физико-механических свойств которых приведены в табл. 6.3.
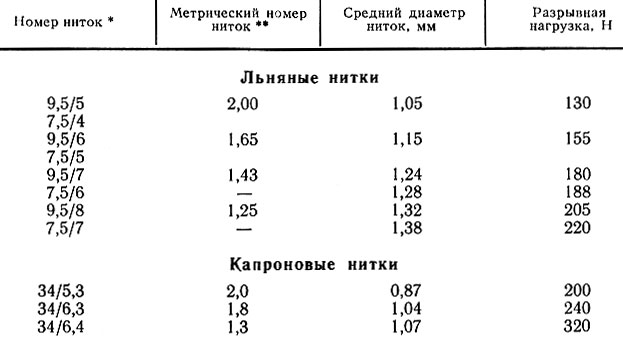
Таблица 6.3. Показатели физико-механических свойств ниток
* (Номер, или так называемая структура, нитки складывается из метрического номера исходной пряжи (первая цифра), числа скрученных нитей (вторая цифра) и числа нитей последующего скручивания (третья цифра) - для капроновых ниток.)
** (Метрическим номером обозначается количество метров ниток в 1 г.)
Из приведенных данных следует, что капроновая нитка прочнее льняной при том же диаметре почти в два раза. Это имеет большое значение, так как на первом этапе носки (до нарушения звеньев стежка) кожаная подошва отрывается исключительно из-за разрыва ниток. Капроновые нитки устойчивее к многократным механическим воздействиям (изгибу, растяжению, истиранию), к действию влаги, кислот, щелочей, масел, жиров и микроорганизмов, морозо- и термостойки (при температуре -70 ... +160°С), обеспечивают более хорошую утяжку шва.
Прочность прикрепления ниткой монолитной резиновой подошвы твердостью по Шору 90-95 значительно ниже, чем прочность крепления кожаной подошвы. При этом крепление разрушается не из-за разрыва нитки, а из-за прорывания подошвы ниткой.
Сопротивление вырыванию ниточной шпильки, т. е. нарушенного стежка, из резиновой подошвы снижается по сравнению с сопротивлением вырыванию ненарушенного стежка. Особенно низкое сопротивление вырыванию ниточной шпильки у пористых подошв малой плотности (табл. 6.4).
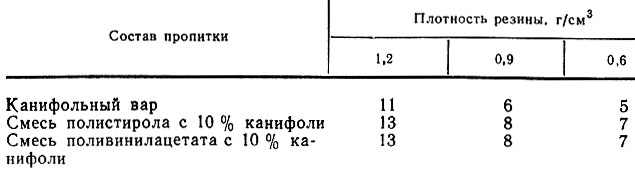
Таблица 6.4. Сопротивление выражению, Н/мм, ниточной шпильки с различной пропиткой из резины разной плотности
Из данных табл. 6.4 видно, что на сопротивление вырыванию ниточной шпильки влияет пропитка нитки. Исследовалось влияние пропитки нитки разными смолами и различными способами на сопротивление вырыванию ее из кожаной подошвы и разработана методика пропитки нитки смолой, состоящей из канифоли и машинного масла (канифольный вар). Сопротивление вырыванию ниточной шпильки, хорошо пропитанной варом, из кожаной подошвы увеличивается в 2-3 раза по сравнению с сопротивлением вырыванию ниточной шпильки, не пропитанной варом.
Для пропитки капроновых ниток лучше применять 3 %-й полиамидный раствор АК60/40.
При креплении резиновой подошвы такая пропитка ниток не дает хороших результатов. В этом случае применяют вещества, обеспечивающие лучшее склеивание нитки с резиной, что также недостаточно для повышения сопротивления вырыванию нитки из резины малой плотности.
Прошивной метод. Машинный способ крепления подошвы к верху обуви однониточным стежком с образованием петли на поверхности материала получил применение в промышленности еще в последней четверти прошлого столетия (см. рис. 6.8, а).
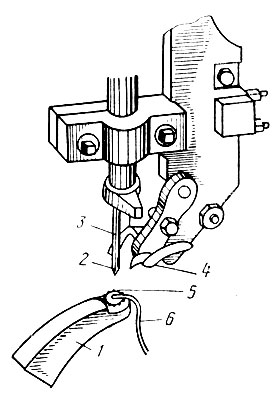
Рис. 6.9. Исполнительные органы прошивной машины
Игла 2 прошивной машины (рис. 6.9) прокалывает материал и входит в отверстие рога 1, а нитенакидыватель 5 набрасывает нитку на крючок иглы. Двигаясь вверх, игла выходит из материала и протягивает за собой нитку 6. Транспортер 4 передвигает обрабатываемую обувь на величину стежка. Образовавшаяся петля, удерживаемая нитесбрасывателем 5, лежит на поверхности материала. Игла вторично прокалывает материал, проходя через первую петлю, и нитенакидыватель набрасывает на нее нитку. Снова поднявшись и выйдя из материала, игла протягивает новую петлю через материал и через предыдущую петлю, лежащую на его поверхности.
Для скрепления деталей низа обуви применяют льняные и капроновые нитки (табл. 6.5). Чтобы предохранить льняную нитку от разложения под действием пота и гигротермических воздействий окружающей среды, а также увеличить сцепление (адгезию) нитки с поверхностью отверстия в материале, их пропитывают варом, который представляет собой некристаллизирующуюся канифоль, пластифицированную машинным маслом. Для небольшого омыления канифоли к ней добавляют едкий натр. Температура плавления вара должна быть не ниже 65-70 °С.
Таблица 6.5. Подбор нитки в зависимости от номера иглы
Перед прохождением через рог машины нитка протягивается через расплавляемый электронагревателями вар. Рог также имеет электронагреватели, которые поддерживают постоянную температуру, препятствующую затвердеванию вара на нитке.
Пропитка варом повышает сопротивление вырыванию нитки из шва на 30-50%. Необходимо, чтобы вар не перегревался (не кипел и не пенился), так как при температуре более 70°С из него удаляются легколетучие вещества, что снижает адгезию его к коже, увеличивает вязкость и затрудняет транспортирование нитки.
Нитки пропитывают варом не только при прикреплении кожаной подошвы, но и резиновой, хотя во втором случае эффект пропитки значительно ниже, чем в первом.

Рис. 6. 10. Игла прошивной машины
На прошивной машине применяются иглы типа 4, 0892-20-240 ... 0892-20-300( рис. 6.10). Крючок имеет постоянную форму, но различные размеры в зависимости от номера иглы. Для уменьшения трения нитки ушко иглы должно быть хорошо от-полировано. Игла прошивной машины испытывает большие сопротивления при прокалывании скрепляемых материалов и протаскивании нитки через проколотое отверстие, подаче ее для образования стежка и его утяжке.
Для уменьшения сопротивления прокалыванию игла имеет овальную форму острия и большой диаметр. Нитка должна укладываться в выемку крючка (рис. 6.11, а), в противном случае возможно расщепление (рис. 6.11, б) ее лопаточкой крючка и ослабление, приводящее к разрыву.
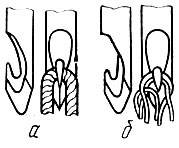
Рис. 6.11. Схемы конца иглы для прошивной машины (а) и расщепления нитки иглой (б)
Диаметр или толщину нитки замерить очень трудно как в свободном состоянии, так и в скрепляемых деталях. Видимо, нитка, заполняя отверстие, не образует стержня геометрически правильной формы, поэтому большое значение для прочности крепления имеет форма прокола, связанная с формой острия иглы. Иглы с конусной заточкой круглого сечения дают лучшие результаты, чем иглы с плоской заточкой, снижающие сопротивление разрыву шва примерно на 50 % и предел прочности при растяжении материала, проколотого иглой,- на 50-70 %.
Сопротивление вырыванию ниток, пропитанных варом, из кожи примерно в три раза больше сопротивления вырыванию их из резины, в то же время при целом стежке сопротивление разрыву шва зависит от материала подошвы.
Сопротивление прорыванию Р стелечного картона ниточным стежком связано с пределом прочности материала при растяжении σР. Между двумя показателями имеется такая зависимость: S = 1,8σР (при коэффициенте корреляции r = 0,9).
Практика показала, что в обуви прошивного метода крепления быстро разрывается нитка со стороны подошвы, часто наблюдаются отколы резины по линии шва при носке обуви, сильно снижается сопротивление шва отрыву при истирании верхнего звена стежка.
Попытки ликвидировать эти недостатки путем увеличения толщины подошвы увенчались некоторым успехом. Но так как прошивной метод крепления применяется только для изготовления летней легкой обуви, увеличение толщины подошвы неэкономично, поскольку верх изнашивается раньше, чем подошва.
Недостатки прошивного метода объясняются низким сопротивлением шва отрыву во втором периоде носки, когда истерлось наружное звено шва.
Петля однониточного прошивного стежка наружного переплетения лежит на поверхности подошвы, которая при повторных изгибах в пучковой части растягивается на 16%. Максимальное удлинение льняных ниток составляет 3-4%, поэтому они препятствуют изгибанию подошвы и воспринимают большую нагрузку. Если прочность ниток мала, они разрываются, если же прочность достаточна, то петли удлиняются в результате утягивания в подошву и некоторого вытягивания одной петли из другой. Нитки, как правило, разрываются в пучковой части подошвы, где они особенно напряжены. Слабое сцепление нитки с поверхностью прокола объясняется также большим диаметром иглы и отсутствием переплетения ниток в вертикальной части стежка.
При данном методе крепления особенно сильно проявляется воздействие на нитку выделяемого стопой пота. Нитка проходит по поверхности стельки, и такое воздействие воспринимается ею непосредственно, чего не наблюдается при других методах. Известно, что льняные нитки плохо сопротивляются действию пота. Было бы полезно предохранять нитки от действия пота антигнилостной пропиткой. Обычный вар для этого недостаточно эффективен.
Серьезным недостатком шва является также слабая утяжка, зависящая от конструкции стежка и работы машины. Имеется возможность автоматически изменять ход иглы и величину петли при изменениях толщины материала, но увеличить плотность стягивания материалов нельзя из-за большого трения между ниткой и иглой.
Установлено, что при слабой утяжке шва даже при незначительных сдвигах между подошвой и стелькой повторные изгибы вызывают быстрое перетирание ниток. При достаточно сильной утяжке шва сдвиг деталей полностью устраняется, благодаря чему при повторных изгибах шов не разрушается.
В настоящее время прошивной метод заменен другими, более надежными.
Прикрепление подошв наружным швом. Машинный способ прикрепления подошвы наружным швом появился в начале текущего столетия, когда была изобретена доппель-машина. Подошву прикрепляют к ранту или затяжной кромке заготовки верха обуви, отогнутой наружу, двухниточным швом внутреннего переплетения.
Прочность двухниточного шва несколько больше прочности однониточного. Наружное звено двухниточного шва по сравнению с однониточным имеет меньшее напряжение, повышенное сопротивление вырыванию ниточной шпильки из-за переплетения внутри материала и более глубокую утяжку.
Наиболее распространены рантовый, Парко, сандальный и доппельный (полусандальный) методы крепления низа.
Рантовый метод (см. рис. 6.8, б) широко применяется, несмотря на значительную сложность, трудоемкость, повышенный расход подошвенных и стелечных материалов по сравнению с другими методами. Это объясняется удачным конструктивным решением, сочетанием большой прочности с высокой эластичностью, хорошими гигиеническими свойствами, малой теплопроводностью, изящным внешним видом обуви. Рант прикрепляют однониточным швом одновременно к заготовке верха и губе рантовой стельки на рантовшивной машине.
Рантопрошивной метод (см. рис. 6.8, в) отличается от рантового тем, что рант пришивается к заготовке верха и стельке однониточным швом на прошивной машине.
При рантоскобочном методе (см. рис. 6.8, г) рант прикрепляют к заготовке верха и стельке скобками, которые, проходя сквозь стельку и ударяясь о металлическую пластинку колодки, загибаются.
При методах Парко и рантовом наружного способа формования (см. рис. 6.8, д) рант пришивают только к заготовке верха обуви на швейной машине.
При рантовом методе крепления внутреннего способа формования (раздвижной колодкой) рант скрепляют с верхом и тканевой стелькой (см. рис. 6.8, е) или после формования.
Преимущества этих методов перед рантовым заключаются в меньшей трудоемкости, так как отпадает ряд операций обработки стелек и подготовки следа обуви к прикреплению ранта и подошвы, а также в меньшей материалоемкости. Однако обувь, изготовленная такими методами крепления, уступает обуви рантового метода по эксплуатационным свойствам, поэтому рантоскобочный, рантовый внутреннего и наружного способов формования применяют значительно реже.
При сандальном методе крепления (см. рис. 6.8, ж) подошву прикрепляют к отогнутой наружу затяжной кромке заготовки верха обуви по всему контуру. Для повышения прочности крепления на затяжную кромку одновременно с прикреплением подошвы настрачивают накладной рант.
При доппельном методе крепления обтяжно-затяжного формования (см. рис. 6.8, з) подошву прикрепляют к отогнутой наружу затяжной кромке заготовки верха по контуру, за исключением пяточной части, а при доппельном методе внутреннего способа формования - к затяжной кромке верха (см. рис. 6.8, и) или к затяжной кромке заготовки верха и подложке по всему контуру. Для повышения прочности крепления, как и при сандальном методе, одновременно с прикреплением подошвы настрачивают накладной рант на затяжную кромку заготовки верха.
Сандальный и доппельный методы крепления применяют в основном при изготовлении детской и легкой обуви весенне-летнего ассортимента. Обувь отличается легкостью, гибкостью и хорошими гигиеническими свойствами по сравнению с обувью других ниточных методов.
Прикрепление ранта. Прочность крепления низа обуви с рантом зависит от прочности крепления ранта к стельке или заготовке верха обуви.
Рант можно прикреплять к заготовке верха обуви после формования (обувь методов крепления рантового, рантопрошивного, рантоскобочного и др.) или перед формованием (обувь метода Парко).
При креплении ранта на прошивной машине шов расположен перпендикулярно поверхности стельки и испытывает большие нагрузки во время носки обуви. Кроме того, на него действует пот, выделяемый стопой, который снижает прочность льняных ниток. Применение капроновых ниток дало возможность устранить некоторые недостатки шва, получаемого прошивным методом.
На прочность крепления ранта влияют те же факторы, что и на прочность крепления подошв прошивным методом.
Шов, скрепляющий рант с заготовкой верха обуви, также расположен перпендикулярно поверхности стельки, но он испытывает меньшие нагрузки и изолирован от непосредственного воздействия пота. Для прикрепления ранта применяют хлопчатобумажные и капроновые нитки. Номер нитки должен соответствовать номеру иглы, а при прикреплении ранта на машине кл. 201 однониточным швом - и номеру шила.
Используют хлопчатобумажные нитки № 1, 0 и 00, капроновые № 3 и 5 при прикреплении на машинах кл. 23-А и 93, иглы 0756 № 150, 170, 190 и 210 и капроновые нитки № 2; 1,8; 1,3 на машине кл. 201, иглы 0890 № 175, 200 и 224, шилья 0897 № 190,210,240.
Рант прикрепляют на машинах МВР-1, 03030/Р2 однониточным швом наружного переплетения, расположенным параллельно поверхности подошвы, благодаря чему при изгибе обуви нитки не испытывают большого напряжения. Так как стежки расположены между подошвой и стелькой, гигротермическое воздействие на нитку невелико, а от непосредственного воздействия пота она полностью изолирована. По указанным причинам однониточный шов, скрепляющий рант со стелькой, надежен и разрушается редко.
Машина для прикрепления ранта к губе стельки резко отличается от прошивной машины. Это объясняется необходимостью вшивать рант криволинейной иглой. Кроме того, для обеспечения определенного положения изделия при вшивании ранта (силы, прилагаемые для прокалывания материала иглой и протаскивания ниток, располагаются в плоскости, примерно совпадающей с плоскостью следа обуви) машина имеет сложные упорные механизмы.
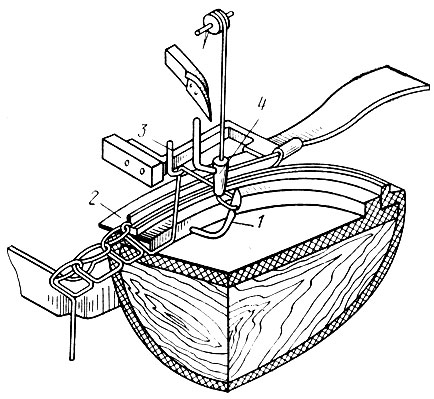
Рис. 6.12. Исполнительные органы рантовшивной машины
Игла 1 (рис. 6.12) должна проколоть рант 2 по желобку 5, пройти в основание губы и, выйдя из нее, остановиться. В момент останова нитенабрасыватель 4 обводит нитку вокруг конца иглы. В это время крючок оттягивает нитку для захвата ее иглой. При обратном движении игла вытаскивает из прокола накинутую на нее нитку. Образованная таким образом петля укладывается в желобок ранта при подаче обуви транспортером и при обратном движении иглы, как это делается на прошивной машине. Натяжение нитки осуществляется системой роликов (утягивателей), подающих нитку на иглу и натягивающих ее в момент образования стежка. Утяжка регулируется тормозными роликами, по которым проходит нитка, пропитанная варом.
Для пропитки нитки применяют вар такого же состава, как и при прошивном методе.
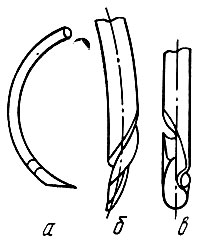
Рис. 6.13. Схема иглы (а) для рантовшивной машины и формы заточки острия (б, в)
На качество крепления ранта влияют размер и заточка иглы, прочность нитки и состав пропитки, утяжка и шаг стежка, свойства скрепляемых материалов. Номер иглы зависит от диаметра и размера крючка около острия (рис. 6.13).
Для вшивания ранта применяют льняные и капроновые нитки. Номер нитки выбирают в соответствии с номером иглы (табл. 6.6). Шаг стежка равен 6-7 мм.
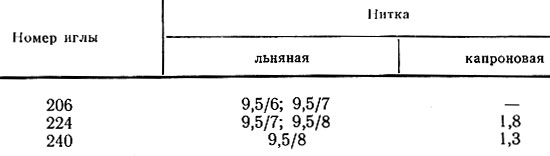
Таблица 6.6. Подбор нитки в зависимости от номера иглы
Прикрепление подошв к ранту. Машина для пришивания подошвы к ранту или затяжной кромке заготовки верха в отличие от других машин для прикрепления подошвы не имеет рога-упора. Обувь устанавливают так, чтобы рант помещался на столике 6 машины (рис. 6.14), который служит также упором. Подошва и рант прижимаются к столику 6 лапкой 4, которая прессует и дает возможность прокалывать детали шилом со стороны ранта. Материал транспортируется тем же шилом, которое может перемещаться на определенный шаг, изменяемый при настройке механизма шила. Во время транспортирования лапка приподнимается и освобождает материал.
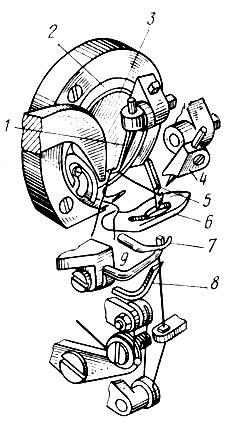
Рис. 6.14. Исполнительные органы машины для пристрачивания подошв к ранту
Шило подает проколотую часть подошвы под иглу 5, которая перемещается навстречу движению (качанию) шила. После выхода шила игла входит в образованное им отверстие. На иглу 5, остановившуюся в нижнем положении, накидывается нитка нитенабрасывателем 9, на который ее набрасывает нижний крючок 7. При движении вверх игла протаскивает через отверстие ниточную петлю, которая затем расширяется верхним крючком 1 и захватывается носиком челнока 2. Челнок, вращаясь, перекидывает нитку через себя и через шпулю 3 челнока. После этого петля протягивается сквозь отверстие в подошве и вытягивает нитку из шпули.
Переплетение двух ниток в материале характерно для описываемого метода.
На машинах для прикрепления подошв стежком внутреннего переплетения применяют шилья типа 7 моделей 0898, 0899, 0900 № 140, 155, 165, 180 (размер стороны, умноженный на 100). Радиус кривизны моделей шильев 0898, 0899 равен 34 мм, а шильев модели 0900 - 25,4 мм. Сечение шила квадратное, благодаря чему облегчается прокалывание материала и обеспечивается более точное укладывание стежков.
Используются иглы типа 8 моделей 0904 и 0905. Радиус кривизны игл модели 0904 равен 34 мм, модели 0905 - 25,4 мм; № 164, 175, 200, 210, 224.
Прочность крепления подошвы зависит от правильного соотношения номеров шила и иглы, а также от толщины ниток. Шилья и иглы больших номеров ослабляют скрепляемые детали, что снижает прочность крепления. Нитка не заполняет прокола, поэтому быстро перетирается. Меньшие номера шила и иглы ослабляют прочность ниток в результате увеличения трения о стенки прокола и, следовательно, ослабления самого крепления. Шило подбирают таким образом, чтобы площадь его поперечного сечения была несколько меньше площади поперечного сечения иглы. Рекомендуемые номера игл, шильев и ниток приведены в табл. 6.7.
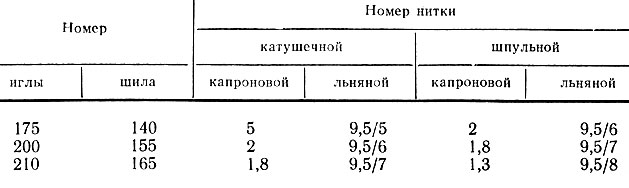
Таблица 6.7. Подбор ниток для прикрепления кожаных подошв в зависимости от номеров шила и иглы
Ненарушенный (первая стадия носки) двухниточный шов внутреннего переплетения имеет высокое сопротивление отрыву подошвы, в основном зависящее от толщины и вида материалов подошвы и ранта, от соотношения номеров шила, иглы и нитки. Наибольшее влияние на сопротивление отрыву подошвы при ненарушенном стежке оказывают свойства материала подошвы.
Узел переплетения ниток должен лежать на расстоянии 2/3 толщины от ходовой стороны подошвы. Очень важно, чтобы подошва и рант были плотно притянуты друг к другу и во время носки обуви между ними не возникал сдвиг, что достигается натяжением нитки при образовании стежка роликами. Нитка, которая располагается на ранте (верхняя), пропитывается бесцветным клеящим веществом, а нитка, расположенная на подошве (нижняя), - расплавленным варом. Это делается потому, что строчка со стороны ранта служит украшением, а пропитанную варом нитку нельзя окрасить в светлые тона. Кроме того, стекающий с нитки расплавленный вар загрязняет машину. Для поддержания вара в расплавленном состоянии необходимо оборудовать машину электрообогревом. Верхнюю нитку пропитывают 10%-м водным раствором траганта. Трагант можно заменять 5%-м раствором крахмала в известковой воде (рН около 12).
Сильно влияет на качество шва пропитка нижней нитки, заправленной в челнок, клеящими и смазывающими материалами. Такая пропитка облегчает протягивание ниток через механизм машины и особенно через крючок иглы, предотвращает их истирание и разлохмачивание, облегчает скольжение ниток при образовании и утяжке стежка.
При выборе пропитывающего материала необходимо учитывать возможность использования его на машине. Для пришивания кожаной подошвы наиболее подходящим пропитывающим материалом является вар, имеющий температуру плавления 65-75°С. Попытка заменить расплавленный вар варом, растворенным в ацетоне и других растворителях, не привела к успеху. Прочность нитки, пропитанной холодным варом, повышается по сравнению с прочностью нитки, пропитанной горячим варом, но нельзя допускать испарения растворителя, пока нитка не образует строчку. При более или менее продолжительном останове машины нитка, пропитанная холодным варом, становится жесткой и непригодной для работы. Для очистки машины от загрязнения необходим растворитель или нагреватели, что ликвидирует все преимущества холодной пропитки.
На прочность крепления кожаных подошв влияет их влажность. Увеличение влажности подошвы до 35-40 % повышает сопротивление вырыванию нарушенного стежка на 30%. Сопротивление прокалыванию увлажненной подошвы снижается благодаря повышению гибкости ее волокон; прокалывание сопровождается меньшим их разрывом. Это приводит к тому, что при последующем снижении влажности подошвы стенки отверстий плотнее охватывают нитку. После сушки площадь увлажненной подошвы сокращается, что создает большие напряжения нитки в шве.
Таким образом, увлажнять следует только наружный край подошвы. Повторные увлажнение и сушка в носке снижают прочность шва на 20-40% (по данным разных исследователей).
На прочность шва влияет шаг стежка. Для кожаной подошвы оптимален шаг стежка 3-3,5 мм (три стежка на 1 см строчки).
Для резиновых подошв шаг стежка зависит от плотности материала. При плотности более 1,2 г/см3, 1,1-1,2 и 0,9-1 г/см3 шаг стежка равен соответственно 4 мм, 4,5 и 5,5 мм.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"