7.2. Оценка технического уровня и качества промышленной продукции
Под промышленной продукцией понимается материализованный результат процесса трудовой деятельности, обладающий полезными свойствами и предназначенный для использования потребителями в целях удовлетворения их потребностей как общественного, так и личного характера [18].
Для оценки уровня качества вся промышленная продукция разделена на два класса (схема).
В ГОСТ 4.12-81 "Система показателей качества. Обувь. Номенклатура показателей качества" предусмотрен ряд перспективных показателей, в соответствии с которыми проводятся испытания и оценка качества обуви. В соответствии с указанным ГОСТ показатели качества обуви классифицируют следующим образом:
- функциональные (долговечность и прочностные показатели);
- обеспечивающие функции движения (усталостная прочность каблучно-геленочного участка обуви, коэффициент трения скольжения подошвы по опорной поверхности);
- эргономические (физиологические - масса, гибкость);
- антропометрические (формоустойчивость);
- гигиенические (водопромокаемость, паропроницаемость, влагопоглощение и другие перспективные);
- художественно-эстетические (силуэт, внешний вид, внутренняя отделка). Художественно-эстетические показатели оценивают по 40-балльной системе.
Для определения перечисленных показателей качества продукции в обувной и кожгалантерейной отраслях промышленности действуют стандартные методы их объективной оценки.
При оценке уровня качества учитывают экономические показатели, характеризующие затраты на разработку, изготовление и эксплуатацию продукции. Экономический эффект от улучшения качества рассчитывают в установленной последовательности. Первоначально определяют объект расчета и объем выпуска продукции. Далее выбирают аналог и рассчитывают полные и эксплуатационные затраты на продукцию и аналог. Наконец, определяют народнохозяйственный эффект и производят дополнительные расчеты в соответствии с поставленными задачами.
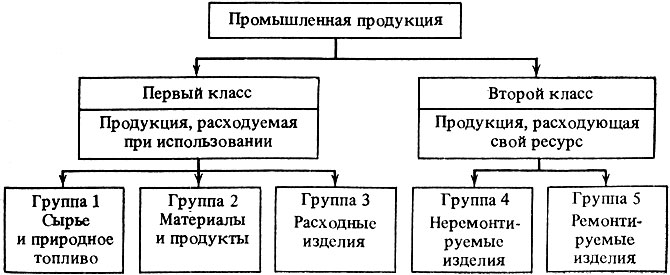
Классификация промышленной продукции
В повышении технического уровня и качества продукции заинтересованы как ее изготовители, так и потребители. От реализации продукции повышенного качества растут доходы предприятия, увеличиваются фонды на материальные поощрения, социально-культурные мероприятия, жилищное строительство и развитие производства.
Для потребителей эффект повышения качества продукции выражается в улучшении условий труда, отдыха и жизненного уровня.
В масштабах народного хозяйства повышение качества изделий легкой промышленности способствует росту общественного труда, расширению экспортных возможностей, увеличению социального эффекта.
С 1985 г. уровень качества продукции легкой промышленности оценивается по следующим категориям: новые товары улучшенного качества с индексом Н и особо модные изделия, реализуемые по договорным ценам.
К новым товарам улучшенного качества с индексом Н продукцию относят художественно-технический совет Минлегпрома СССР по продукции, выпускаемой предприятиями и организациями, непосредственно подчиненными Минлегпрому СССР, или художественно-технические советы производственных объединений, предприятий и организаций, которым предоставлено это право, по продукции, выпускаемой этими объединениями и предприятиями.
Продукция, отнесенная художественно-техническими советами к новым товарам улучшенного качества с индексом Н, представляется в установленном порядке в органы ценообразования для установления временных розничных и оптовых цен. Временные цены могут также утверждать руководители производственных объединений, предприятий и организаций, которым предоставлено это право.
Отнесение продукции к особо модным изделиям, реализуемым по договорным ценам, осуществляют художественно-технические советы производственных объединений предприятий, организаций. Договорные розничные цены на особо модные изделия устанавливают руководители производственных объединений, предприятий, организаций и торговых организаций в соответствии с действующим порядком.
Оценку технического уровня и качества продукции производят:
- по объективным показателям, определяемым в соответствии со стандартами;
- по художественно-эстетическим показателям.
Основным документом, регламентирующим оценку качества продукции при ее аттестации, является карта технического уровня и качества продукции. В ней указывается аналог лучшего отечественного и зарубежного образца для сравнения с аттестуемой продукцией.
При оценке уровня качества продукции выбирают номенклатуру показателей качества продукции. При выборе номенклатуры показателей качества необходимо учитывать назначение и условия использования продукции, требования потребителя, задачи управления качеством продукции, требования к показателям качества продукции, состав и структуру характеризуемых свойств. Метод выбора необходимой и достаточной номенклатуры показателей качества продукции устанавливают в отраслевых методиках оценки уровня качества продукции.
Методы определения показателей качества продукции подразделяют по способам и источникам получения информации. В зависимости от способа получения информации методы делят на измерительный, регистрационный, органолептический и расчетный. В зависимости от источника информации методы делят на традиционный, экспертный и социологический.
Измерительный метод основан на получении информации с использованием технических средств. Применяется при определении линейных размеров, массы, формоустойчивости обуви и т. д.
Регистрационный метод связан с расчетом числа определенных событий, например отказов изделия при испытаниях (опытная носка).
Органолептический метод широко используется при оценке художественно-эстетических показателей.
Расчетный метод используется при проектировании изделия. Он основан на применении теоретических или эмпирических зависимостей. Метод может служить для определения надежности изделия, прогнозирования формоустойчивости, ремонтопригодности и т. д.
Под традиционными методами определения показателей качества подразумевают методы испытания продукции в условиях, максимально приближенных к нормальным или форсированным эксплуатационным, проводимым в лабораториях или вычислительных центрах.
Экспертный метод основан на оценке показателей качества продукции группой специалистов-экспертов. Метод применяют в тех случаях, когда показатели не могут быть определены другими, более объективными методами.
Социологический метод связан со сбором мнений потребителей продукции и осуществляется путем устных опросов, с помощью анкет или путем организации конференций, выставок, опытных носок и т. д.
Для определения показателей качества продукции можно использовать сразу несколько методов. Такой подход позволяет установить оптимальные показатели качества продукции.
Оптимальными называются такие показатели качества продукции, при которых достигается наибольшая потребительная эффективность или заданный эффект при наименьших затратах.
Критериями оптимизации являются обобщенные критерии качества. Например, потребительную эффективность определяют как отношение результата проектирования к затратам на реализацию объекта проектирования.
При общей постановке задачи выбирают такой вариант конструкции изделия, запускаемого в серийное производство, который бы максимизировал потребительную эффективность, или праксеологическую экономичность:

где ΔZ = Zo - Za - потребительная эффективность (разность между объемом ресурсов, затраченных на выполнение действий без технических средств, и объемом ресурсов, затраченных на действия с использованием технических средств); П и Э - затраты на производство и эксплуатацию продукции.
Для расчета производственных затрат используют эмпирические формулы. Как правило, они представляют собой множественную корреляционную зависимость себестоимости изделия от его производственно-технических параметров.
Эксплуатационные затраты рассчитывают для условий, определяемых для всей серии с применением методов математической статистики и теории надежности. При определении ΔZ учитывают время как ресурс, необходимый для перехода при конструировании от начального состояния к конечному, энергию и потери, связанные с доработкой и уточнением первого экземпляра изделия, повреждением или разрушением объекта в период транспортирования и хранения и т. д.
В реальных условиях возможно принятие менее жесткого критерия оптимальности, а именно Е>1. В этом случае в ираксеологическом понятии "рациональность модели технического объекта" Р она записывается в виде
При этом рациональность допускает наличие разных моделей в области Е>1.
Одной из форм оценки эффективности действий в универсальном смысле является воспроизведение объекта по образцу, причем для обуви должны совпадать форма и силуэт изделия.
Соответствие формы обуви Ф (формоустойчивость) любого экземпляра будет выполняться при условии ωi∈Xi, где ωi - реализация параметра Xi. Это можно записать следующим образом:

Для определения оптимальных показателей качества необходимо установить обобщенный показатель качества, с помощью которого оценивается эффект от эксплуатации продукции.
Для обуви, исходя из приведенных выше рассуждений, таким показателем является булевское произведение единичных показателей качества Ф и Р, которое будем называть качеством обуви, что не противоречит праксеологическому подходу к техническому объекту И = Р∧Ф.
В этом случае оптимизация показателя качества продукции будет связана с выбором оптимального конструкторского решения. Алгоритм такого решения можно сформулировать следующим образом: в соответствии с заданием на изготовление образца (эталона) обуви подобрать такие технологические, конструктивные и эксплуатационные параметры, которые в любой момент гарантийного срока носки обуви обеспечивали бы условие И = 1. Единичный показатель качества Ф определяют из уравнения
где Av, As - относительные оценки увеличения или уменьшения размеров верха обуви (соответственно по изменению объема и площади); Вн - относительная оценка складкообразования верха обуви; Су - относительная оценка смещения верха обуви в процессе носки; и, ω - степенные коэффициенты весомости единичных показателей формоустойчивости обуви.
Блок-схема оптимизации показателей качества продукции дается в методических указаниях по оценке технического уровня и качества промышленной продукции [18].
Правильная организация контроля - важное звено в системе мер по улучшению качества товаров народного потребления. Действующая система контроля качества готовой продукции, хотя и является многоступенчатой, таких условий не обеспечивает, не ограждает торговую сеть от проникновения продукции с дефектами.
В настоящее время готовые изделия из кожи кроме 100 %-й проверки и приемки работниками ОТК фабрики (объединения) проверяют выборочно контролеры и товароведы областных оптовых баз. Те же партии изделий проверяют при передаче их с одной оптовой базы на другую.
При поступлении в магазины розничной торговой сети качество изделий из кожи снова выборочно проверяют, для чего предприятия торговли содержат специальный контрольный аппарат.
Помимо всего этого территориальные подразделения инспекции по качеству минторгов союзных республик также проверяют качество готовой продукции в торговых организациях.
Выборочные проверки качества изделий проводит и контрольный аппарат лабораторий и организаций Госстандарта СССР. Несмотря на то что такое множество подразделений проверяет качество продукции, контроль оказывается недостаточно действенным.
При проверке качества продукции на базе и в магазинах, расположенных в отдаленных от предприятий-изготовителей городах, о характере выявленных недостатков и дефектов коллективы предприятий получают информацию с большим опозданием.
Накопленный опыт свидетельствует о том, что наиболее действенны проверки, проводимые непосредственно в цехах и на складах предприятий. Только в этом случае коллектив предприятия получает оперативную информацию об уровне качества, что обеспечивает возможность своевременного принятия мер для его улучшения. При этом повышается ответственность изготовителей за качество выпускаемой продукции.
В настоящее время контроль качества обуви имеет следующие ступени:
- контролер ОТК предприятия;
- контролер от торгующих организаций на предприятии;
- контролер на оптовой базе;
- контролер в розничной сети;
- контролер бюро товарных экспертиз;
- контролер Госторгинспекции СССР;
- контролер органов Госстандарта СССР;
- главный контролер - покупатель обуви.
Для совершенствования системы контроля качества готовой продукции, создания условий для оперативного принятия мер по устранению выявленных при проверке недостатков, ликвидации обезлички в ответственности за качество продукции материальную и моральную ответственность перед потребителем за качество продукции должны нести коллективы предприятий.
Различные виды технического контроля принято классифицировать:
- по местонахождению - на стационарный и летучий;
- по времени действия - на систематический и периодический;
- по количеству охватываемой продукции - на сплошной и выборочный;
- по числу охватываемых операций - на пооперационный и групповой (межоперационный);
- по способу осуществления - на осмотровый (органолептический), геометрический (размерный) и лабораторный (качественный);
- по назначению - на предварительный, предупредительный, последующий и целевой.
Стационарный контроль осуществляется на рабочем месте при поступлении большого числа контролируемых изделий.
Летучий контроль - инспекция и инструктаж. Контроль мастеров участков и технологов лаборатории за технологическим процессом является летучим.
Систематический контроль подразумевает определенный порядок и время контроля.
Периодический контроль распространяется на отдельные операции, на рабочих, допускающих дефекты, на новые технологические процессы и применяется при освоении новых материалов и машин.
При сплошном контроле проверяется вся партия деталей, полуфабрикатов или изделий. Он рекомендуется при неустойчивом технологическом процессе.
При выборочном контроле проверяется определенная часть деталей, полуфабрикатов и изделий.
Пооперационный контроль осуществляется после выполнения каждой технологической операции, а групповой (межоперационный) - после выполнения ряда операций, образующих законченный цикл обработки.
При осмотровом контроле качество материала, деталей и изделий оценивается органолептически.
При геометрическом контроле оцениваются форма и размеры деталей и изделий измерительными инструментами и приборами.
При лабораторном контроле оцениваются свойства материалов, деталей и изделий с помощью приборов.
Предварительный контроль определяет качество поступающих на фабрику материалов, химикатов, фурнитуры, оборудования, запасных частей (внешних поставок).
Предупредительный контроль заключается в наблюдении за ходом технологического процесса, чтобы предупредить выпуск продукции плохого качества.
Последующий контроль устанавливает соответствие готовых изделий ГОСТ и ТУ.
Целевой контроль проводится с определенной целью при выполнении экспериментальных и научно-исследовательских работ.
Контроль качества готовой обуви на предприятиях обеспечивается прежде всего проверкой качества всех материалов, поступающих на предприятия, которая осуществляется лабораторией. Все более широко при оценке качества обувных материалов и обуви применяют методы физико-механических испытаний, устанавливающие характеристики свойств в условиях, близких к условиям их практического использования. При испытании кожи, кроме того, используют методы химического анализа, позволяющие судить о ее составе и правильности проведения процессов изготовления.
Указанными методами осуществляется входной контроль.
Контроль технологических нормативов и качества продукции в ходе производства осуществляется следующей системой мер:
- выборочная проверка качества фурнитуры и вспомогательных материалов;
- сплошной пооперационный контроль каждым оператором качества выполнения своей и предыдущей операции (взаимоконтроль, самоконтроль); эта проверка предусмотрена технологическими картами на рабочих местах;
- контроль качества выполнения операций общественными контролерами, выбранными из числа наиболее квалифицированных рабочих;
- проверка технологической дисциплины в цехах, осуществляемая высококвалифицированными специалистами-технологами центрального аппарата предприятий.
При копировании материалов просим ставить активную ссылку на страницу источник:
http://furlib.ru/ "FurLib.ru: Обработка кожи и меха"